电弧离子镀技术中脉冲偏压
一、脉冲偏压作用的基本原理
1) 电弧离子镀中直流偏压的不足.电弧离子的离化率高达60%~90%,具有沉积速度快、膜基结合力强、绕镀性好、容易进行反应沉积,容易获得氮化钛等化合物涂层的优点,已成为获得TiN类硬质薄膜不可替代的镀膜工艺.但传统的电弧离子镀一直以直流偏压为工艺基础.
然而,恒定的直流负偏压,使离子对基片进行持续不断地轰击,从面造成:镀膜受到限制.
① 沉积温度相对较高(400~500℃),使得在低回火温度和低熔点的基材上镀膜受到限制.
② 膜层内应力相对较大,沉积厚膜比较困难.
③ 从阴极电弧源喷射出大的金属熔滴,使膜层组织粗化.
④ 直流偏压电源的来弧速度较慢,防止打弧功能差,容易将工作表面烧伤.
2) 电弧离子镀中脉冲偏压的出现.是为了进一步降低沉积温度和克服其他不足.将电弧离子镀传统的直流偏压改成了脉冲偏压,从而产生了脉冲偏压电弧离子镀.其典型的理想状态下偏压与时间关系.
电弧离子镀中脉冲电源主电路的各开关器件均已采用IGBT.目前,单管IGBT的上升和下降时间大150~400ns之间,开通和关断时间大都在400~800ns之间,功率容量已经达到600A/1200V、300A/1700V水平,并且,随着高阻断电压(1700~3300V)和大电流等级(600~1200A)的IGBT模块的出现,IGBT已开始应用于大功率、高电压脉冲电源的场合.
目前,我国的脉冲偏压电源的设计制造水平基本能满足电弧离子镀方面科研、生产的需求,典型的电源参数为:频率5~80kHz,脉冲偏压幅值0~-1500V可叠加直流偏压0~-300V,占空比5%~85%,功率为5~30kW;此外,非对称的双极性脉冲偏压电源也开始得到应用.
采用脉冲偏压电源供电时,电压存在中断间隙,在一个脉冲周期内断供电.通电时间占脉冲周期的比例叫占空比.用d表示.一般在仪表上用"%"表示.在一个脉冲周期内间断供电的时间用占空比调节.
通常在用800~1000V高偏压进行"主弧轰击"时,占空比调至20%左右.
沉积氮化钛等化合物涂层时,将占空比调至80%左右.
二.、脉冲偏压的作用
1) 灭弧速度快.在主弧轰击时采用20%的占空比,使工件上所施加的高偏压可以自动 "过零".切断对已经形成电弧的供电,使电弧自动熄灭,不会形成连续的大弧光烧伤工件.
2) 工件温升低.由脉冲偏压是间断供电,工件只是在"占空"的时段内受到吸引过来的离子轰击,在不导通的时段内工件不受离子轰击,能减少总的平均能量输入,因此工件温度比采用直流电源时连续受到离子轰击的温度低.
在高速钢等500℃左右回火的工模具上沉积氮华钛等硬质涂层时,为了提高金属的离化率和提高硬质涂层的致密度,通常将占空比调到80%左右.而对于低温回火的工模具和锌铝合金件则需要将占空比调低,以降低沉积温度、图1.3-96为脉冲和直流 偏压下基体温度的对比.适当控制占空比可以扩大电弧离子镀的应用范围.图1.3-97为不周偏压幅值下脉冲占空比对基体温度的影响.
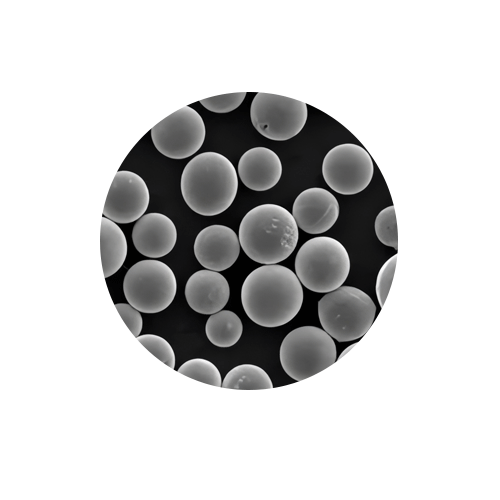
3) 大熔滴减少,膜层组织更加致密.由表面形貌照片.由照片可知,采用脉冲偏压电源后膜层组织中大深滴明显减少或细小化.结于减少大熔滴的原因有不同解释进一步的研究表明,脉冲偏压对小尺寸的大颗粒净化效果比较明显,对那些尺寸较大,以及从阴极蒸发带有原始动量直接喷射到基片的大颗粒是无能为力的,虽然脉冲偏压不能彻底清除大颗粒,但其优势在于无需额外的附属过滤设备,也不明显降低沉积效率膜层应力小,可以获得较厚的硬质涂层,由于采用脉冲偏压电源,工件上的膜层在连续生长过程中间断接受离子轰击,可以松弛膜层生长过程中的应力,从而获得与基体结合良好的厚涂层.目前可以沉积出4~7um的硬质涂层,显着提高工模具的寿命.
由以上分析可知电弧离子镀技术中,脉冲偏压的作用是很大的,必须根据不同工件和不同工艺要求,合理调整偏压幅值和占空比.